
La fabrication du polyester repose sur une chaîne industrielle précise, où la chimie, la mécanique et le contrôle qualité avancent ensemble. Ce processus transforme des matières premières comme l’acide téréphtalique et le glycol en fibres régulières, résistantes et adaptées aussi bien à l’habillement qu’aux textiles techniques. Je vais montrer comment naît la fibre, pourquoi certaines lignes privilégient le filage par fusion, quels réglages font la différence et quels métiers tiennent vraiment la production.
Les repères essentiels sur la fabrication du polyester
- La fibre polyester est le plus souvent un PET obtenu par polymérisation avant d’être filé en continu.
- La chaîne industrielle se lit en trois blocs: préparation du polymère, filage, puis traitements post-filage.
- Le filage par fusion est central, car il évite les solvants et simplifie la ligne de production.
- La qualité dépend surtout de la viscosité du polymère, de l’humidité des granulés, du refroidissement et de l’étirage.
- Les métiers clés sont le procédé, la maintenance, la qualité et l’HSE, avec une forte part d’automatisation.
- Le choix final entre filament, fibre coupée ou fibre texturée dépend de l’usage visé et du rendu attendu.
Ce que recouvre vraiment la fabrication du polyester
Quand on parle de polyester pour fibres, on parle en pratique d’un PET textile mis en forme pour devenir fil, filamenteux ou coupé. Je distingue toujours deux niveaux: d’un côté, la chimie du polymère; de l’autre, la mise en fibre, qui donne au produit ses propriétés d’usage. C’est là que beaucoup de non-spécialistes se trompent, en mélangeant le granulé, la fibre et le tissu fini comme s’il s’agissait de la même chose.
La matière première la plus courante est un couple de molécules issues de la pétrochimie ou du recyclage chimique et mécanique: le glycol et l’acide téréphtalique, ou parfois le diméthyl téréphtalate selon les installations. Une fois polymérisé, le PET devient un polymère thermoplastique facile à fondre, à extruder et à filer. C’est précisément cette capacité à passer proprement de l’état solide à l’état fondu qui explique son succès industriel.
En usine, le polyester est apprécié pour trois raisons très concrètes: sa stabilité, sa reproductibilité et sa compatibilité avec des lignes rapides. Il se prête bien aux cadences élevées, garde une bonne résistance mécanique et supporte des usages très variés. Une fois cette base posée, la vraie question devient celle de la chaîne chimique qui transforme ces matières premières en PET stable.
La polymérisation qui transforme les matières premières en PET
La première étape sérieuse consiste à fabriquer un polymère suffisamment régulier pour être filé sans surprise. Dans la voie classique, l’alcool et l’acide réagissent d’abord pour former des prépolymères, puis la polycondensation allonge les chaînes moléculaires jusqu’au niveau souhaité. Le principe est simple à dire, mais l’exécution est exigeante: température, temps de séjour, vide, propreté et dosage doivent rester très stables.
Dans une ligne bien réglée, la polymérisation ne sert pas seulement à “créer du plastique”. Elle fixe aussi la viscosité intrinsèque, un indicateur clé qui influence la résistance de la fibre, son aptitude au filage et sa tenue après étirage. Si cette viscosité varie trop, on le voit ensuite sur la régularité du fil, sur les cassures ou sur le toucher final.
À la sortie du réacteur, le PET est refroidi, puis transformé en granulés ou amené directement vers le filage selon l’architecture de l’usine. Quand la ligne travaille en mode granulés, ceux-ci doivent être séchés avec soin avant fusion, car l’humidité dégrade le polymère et perturbe la qualité de la fibre. C’est un point banal en apparence, mais je le vois souvent comme la première cause de dérive quand la production commence à “glisser”.
- Préparation des réactifs pour obtenir une matière la plus pure possible.
- Formation du prépolymère par réaction chimique contrôlée.
- Polycondensation pour atteindre la masse moléculaire recherchée.
- Refroidissement et granulation si la ligne travaille avec des chips de PET.
- Séchage avant extrusion afin d’éviter l’hydrolyse du polymère.
Cette étape chimique prépare tout le reste: si le PET est bien né, le filage devient beaucoup plus simple. C’est justement ce passage de la chimie à la fibre qu’il faut regarder de près.
Le filage par fusion, là où la fibre prend forme
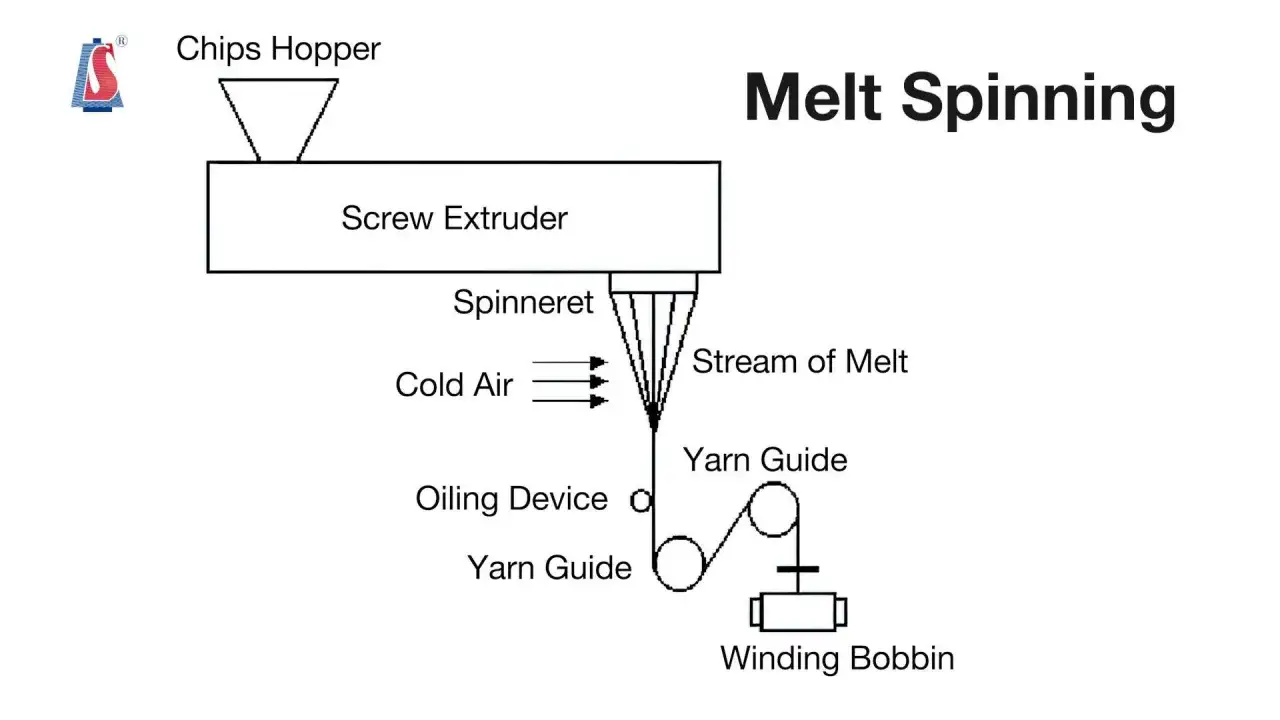
Le cœur de la production de fibre polyester, c’est le filage par fusion, souvent appelé melt spinning. Le polymère est chauffé jusqu’à devenir fluide, puis poussé sous pression à travers une filière, c’est-à-dire une plaque percée d’orifices très fins. Chaque trou donne naissance à un filament; selon l’installation, on peut produire un faisceau très fin ou une nappe plus dense. L’EPA rappelle d’ailleurs qu’une ligne polyester peut former des ensembles de 15 à 100 filaments selon le produit visé.
Immédiatement après la sortie de la filière, les filaments sont refroidis par de l’air contrôlé. Ce refroidissement, qu’on appelle souvent quenching, fige la structure et stabilise la forme du fil. Ensuite viennent l’étirage, la lubrification et parfois la texturation. Dans la pratique, c’est la combinaison de ces gestes qui donne au produit sa résistance, son volume, son élasticité et sa main.
Lire aussi : Impression 3D Vêtement - Ce qui marche vraiment en mode
Les formes de sortie les plus courantes
| Forme obtenue | Ce que cela signifie | Intérêt industriel | Usages fréquents |
|---|---|---|---|
| Filament continu | Les filaments restent longs et ininterrompus | Surface régulière, bonne résistance, forte productivité | Habillement, textiles techniques, fils à coudre |
| Fibre coupée | Les filaments sont découpés en tronçons courts | Se mélange bien avec d’autres fibres | Non-tissés, rembourrage, mélanges coton-polyester |
| Filament texturé | Le fil reçoit un volume et une ondulation supplémentaires | Toucher plus souple, meilleure couvrance | Maille, sport, linge de maison |
La vitesse de bobinage, l’air de refroidissement et le niveau d’étirage changent fortement le résultat final. Sur une même matière de départ, on peut donc produire des fils très différents sans changer complètement la chimie. C’est ce qui fait du filage un vrai métier de réglage, pas seulement une opération mécanique. Une fois ce point compris, il devient plus facile d’expliquer pourquoi deux bobines issues du même polymère peuvent avoir des usages très éloignés.
Ce qui fait la différence entre une fibre correcte et une fibre vraiment stable
Je regarde rarement un lot polyester uniquement à l’œil. Les écarts qui coûtent cher se voient souvent sur les indicateurs de procédé avant de se voir sur le tissu. La viscosité du polymère, l’humidité des granulés, l’uniformité du débit, la température de la filière et le refroidissement sont les cinq variables que je surveillerais en premier.
Dans le contrôle qualité, on mesure typiquement le titre de la fibre, son allongement, sa résistance à la traction, son retrait thermique et son comportement à la teinture ou à la finition selon l’usage final. Un petit décalage peut entraîner des défauts très concrets: fil cassant, torsion irrégulière, brillance non homogène, boulochage plus rapide ou toucher moins régulier. Ce ne sont pas des anomalies spectaculaires, mais elles suffisent à dégrader une série entière.
Le problème le plus fréquent n’est pas une grosse panne, mais une accumulation de petites dérives. Un séchage insuffisant, une filière partiellement encrassée ou une variation de refroidissement peuvent créer un défaut qui se propage sur toute la bobine. Pour un atelier, cela veut dire rebut, reprise ou baisse de performance au tissage et au tricotage.
- Humidité trop élevée des granulés: elle fragilise le PET et perturbe l’extrusion.
- Distribution de débit irrégulière: elle crée des différences de titre entre filaments.
- Refroidissement mal équilibré: il provoque un fil moins stable ou moins homogène.
- Étirement mal réglé: il change la résistance et l’allongement de la fibre.
- Encrassement de filière: il finit par marquer visuellement le fil ou à casser le flux.
Une ligne fiable ne cherche pas seulement à “produire plus”; elle cherche à produire le même fil, encore et encore. C’est cette régularité qui ouvre la porte aux bons métiers, aux bons débouchés et à une chaîne de valeur plus propre. Et c’est aussi ce qui explique pourquoi les équipes de production sont si importantes.
Les métiers qui tiennent la ligne polyester
Le polyester n’est pas seulement une affaire de chimistes. Une ligne industrielle mobilise des profils très différents, et c’est souvent la coordination entre eux qui fait la qualité réelle du produit. Dans une usine, on voit vite que le savoir-faire ne se limite pas à “surveiller des machines”: il faut lire des courbes, comprendre les réactions, anticiper l’usure et réagir vite en cas de dérive.
| Métier | Rôle concret | Ce qu’il protège en pratique |
|---|---|---|
| Ingénieur procédé | Réglage des températures, des débits, du vide et des temps de séjour | La stabilité du polymère et la répétabilité de la fibre |
| Opérateur de filature | Surveillance des bobineuses, des alarmes et de l’état de ligne | La continuité de production et la réduction des arrêts |
| Technicien qualité | Mesures de titre, de résistance, d’allongement et de retrait | La conformité du lot avant expédition |
| Maintenance électromécanique | Entretien des extrudeurs, pompes, moteurs, capteurs et filières | La fiabilité de la ligne et la maîtrise des pannes |
| HSE et environnement | Gestion des risques, poussières, huiles de filature et conformité chimique | La sécurité des équipes et la conformité réglementaire |
En France comme ailleurs en Europe, ces métiers se croisent avec des exigences de sécurité, de traçabilité chimique et de sobriété énergétique. Le travail est très technique, mais il reste concret: une bobine conforme, une ligne stable et une maintenance bien menée valent souvent plus qu’un discours théorique sur la performance. Quand les équipes fonctionnent bien, le choix du format de fibre devient alors un vrai levier industriel, pas une simple variation de production.
Choisir le bon format de fibre selon l’usage final
Le point de départ n’est pas toujours la machine; il peut aussi être le besoin du client. Une fibre destinée à un vêtement de sport ne sera pas réglée comme une fibre pour rembourrage ou pour non-tissé technique. Le bon choix dépend de la finesse recherchée, de la tenue au lavage, du volume, du toucher et du niveau de résistance attendu.
Pour l’habillement, on cherche souvent des fibres fines, régulières et parfois texturées, parce qu’elles donnent un meilleur confort et une meilleure apparence. Pour les non-tissés ou le rembourrage, la fibre coupée est souvent plus pertinente, car elle se mélange bien et donne du gonflant. Pour les usages techniques, on privilégie davantage la stabilité dimensionnelle, la résistance à la traction et la constance du lot. Le polyester n’est donc pas une matière “unique”; c’est une famille de solutions réglées différemment selon le besoin.
- Habillement: priorité au toucher, à l’aspect et au confort.
- Sport et maille: priorité à l’élasticité contrôlée et au séchage rapide.
- Linge de maison: priorité au volume, à la tenue au lavage et au froissage limité.
- Textiles techniques: priorité à la résistance, à la stabilité et à la répétabilité.
- Non-tissés: priorité à la constance de longueur et à la facilité d’assemblage.
Le recyclé a sa place dans cette logique, mais il demande une discipline plus forte sur la qualité d’entrée: tri, couleur, contamination et viscosité deviennent encore plus sensibles. Quand on choisit bien le format et la spécification, on évite beaucoup de corrections coûteuses en aval. C’est là que la vision produit rejoint la réalité de l’atelier.
Ce que je retiens d’une ligne polyester bien réglée
Une bonne ligne polyester ne se juge pas uniquement à sa cadence. Elle se juge à sa capacité à tenir un même niveau de qualité sur la durée, avec peu de casse, peu de dérive et des propriétés constantes d’un lot à l’autre. Si je devais résumer les priorités, je dirais qu’il faut d’abord sécuriser la matière, ensuite stabiliser la polymérisation, puis verrouiller le filage et le post-traitement.
La partie la plus rentable n’est pas forcément celle qu’on voit le plus. Un séchage propre, une filière entretenue, un refroidissement bien distribué et une qualité mesurée sérieusement évitent bien plus de pertes qu’un simple gain de vitesse. Le polyester supporte très bien l’industrialisation, mais il sanctionne aussi les approximations.
Autrement dit, le vrai sujet n’est pas seulement de fabriquer une fibre, mais de fabriquer la bonne fibre, au bon format, avec la bonne stabilité. C’est cette logique qui relie la chimie, le métier et l’usage final, et qui permet à une ligne de rester compétitive sans sacrifier la qualité.