La fabrication textile ne se résume pas à transformer une matière première en vêtement ou en tissu d’ameublement. Derrière un rouleau de tissu, il y a une chaîne d’opérations très concrètes: préparation des fibres, filature, formation de l’étoffe, ennoblissement, coupe, assemblage et contrôle final. Je vais aller droit au but en montrant comment chaque étape s’enchaîne, quels métiers interviennent et où se jouent vraiment la qualité, les coûts et les délais.
L’essentiel à retenir sur la chaîne textile
- La qualité se décide très tôt: une fibre mal préparée ou un fil irrégulier se paie plus tard en défauts visibles.
- Le choix entre tissage, tricotage et non-tissé change l’usage, le tombé, la résistance et le coût de production.
- La teinture, l’impression et l’ennoblissement donnent l’aspect final, mais imposent aussi les plus gros risques de dérive technique.
- La confection ne démarre vraiment que quand le prototype, la coupe et les réglages machine sont stabilisés.
- En France, la filière repose sur des métiers très spécialisés, du technicien textile au chef de production en passant par l’ennoblisseur.
De la fibre au fil, la première décision technique
Avant même de parler de tissu, je regarde la matière brute. C’est là que tout commence: coton, laine, lin, fibres artificielles ou synthétiques n’ont ni le même comportement, ni les mêmes contraintes de transformation. Une fibre courte ne se travaille pas comme une fibre longue; une matière souple n’exige pas les mêmes réglages qu’une fibre plus cassante. Autrement dit, la performance du produit final dépend déjà de cette phase invisible.
Dans l’atelier, on passe généralement par plusieurs opérations: ouverture, mélange, nettoyage, cardage, parfois peignage, puis filature. Le cardage sert à démêler et paralléliser les fibres; le peignage va plus loin en retirant les fibres courtes pour obtenir un fil plus régulier. La filature, elle, donne la cohésion par torsion. Si cette base est mal tenue, on le retrouve ensuite dans la tenue des couleurs, la résistance à l’abrasion ou le boulochage.
| Étape | Ce qu’elle apporte | Ce qui se dégrade si elle est mal réglée |
|---|---|---|
| Ouverture et mélange | Homogénéité de la matière | Variations d’aspect et de comportement |
| Cardage et peignage | Alignement des fibres et régularité | Fil irrégulier, défauts de surface |
| Filature | Résistance et finesse du fil | Casse, faible stabilité en production |
| Bobinage et retordage | Stabilité pour les étapes suivantes | Arrêts machine, pertes de rendement |
Je vois souvent des projets rater non pas à la couture, mais dès cette phase-là: une matière trop hétérogène oblige ensuite à compenser partout ailleurs. C’est précisément ce choix de base qui conditionne ensuite la structure de l’étoffe, et donc le bon procédé de fabrication à retenir.

Tissage, tricotage ou non-tissé, la structure change la destination du produit
Une fois le fil prêt, il faut décider comment construire la surface textile. Là, trois familles dominent: le tissage, le tricotage et le non-tissé. Le tissage croise des fils de chaîne et de trame pour obtenir une étoffe stable et nette. Le tricotage forme des mailles, ce qui donne plus de souplesse et d’élasticité. Le non-tissé, lui, assemble des fibres sans passer par la logique fil-par-fil; c’est très utile pour le médical, la filtration ou certains textiles techniques.
Le choix n’est pas qu’esthétique. Il conditionne le confort, la durabilité, le prix et la vitesse de production. Pour simplifier sans caricaturer: si je cherche de la tenue et une belle définition de surface, je vais souvent vers le tissage; si je cherche du confort et de l’extensibilité, le tricotage devient plus logique; si l’objectif est la performance fonctionnelle à grande cadence, le non-tissé peut être le bon outil.
| Procédé | Atouts principaux | Limites | Usages fréquents |
|---|---|---|---|
| Tissage | Stabilité, solidité, rendu précis | Moins extensible, réglages plus exigeants | Chemiserie, ameublement, workwear |
| Tricotage | Souplesse, confort, élasticité | Tenue dimensionnelle parfois plus délicate | T-shirts, lingerie, sport, maille technique |
| Non-tissé | Rapidité, efficacité matière, usages techniques | Moins de drapé, durabilité variable selon le liage | Filtration, hygiène, médical, protection |
La vraie question n’est donc pas « quelle technique est la meilleure ? », mais « quelle structure sert le mieux l’usage réel du produit ? ». C’est à partir de ce choix que l’on peut ensuite travailler l’aspect final, la couleur et les performances d’usage.
Teinture, impression et ennoblissement, là où l’aspect final se décide
Quand on parle de finitions, on touche à ce que le client voit, touche et juge immédiatement. La teinture donne la couleur dans la masse ou sur l’étoffe; l’impression localise le motif; l’ennoblissement regroupe tous les traitements qui améliorent l’aspect ou les propriétés du textile. Je préfère employer ce mot avec précision: l’ennoblissement, c’est la phase qui transforme un support brut en produit techniquement et visuellement abouti.
Cette étape est plus sensible qu’elle n’en a l’air. Une couleur mal fixée, un retrait excessif au lavage, un toucher trop rigide ou une migration de l’encre peuvent ruiner une série entière. Les ateliers sérieux s’appuient sur l’échantillonnage, les tests de solidité des couleurs, la mesure du rétrécissement et l’évaluation du comportement après lavage ou abrasion. C’est moins spectaculaire qu’une belle collection, mais c’est là que se gagne la confiance.
| Traitement | Objectif | Point de vigilance |
|---|---|---|
| Blanchiment | Uniformiser le support avant coloration | Ne pas fragiliser la fibre |
| Teinture | Fixer une teinte stable et reproductible | Régularité du bain et solidité au lavage |
| Impression | Créer un motif ou localiser une couleur | Précision du calage et tenue du dessin |
| Apprêts mécaniques et chimiques | Modifier le toucher, le tombé ou la performance | Compatibilité avec l’usage final et la réglementation |
Dans les faits, je considère cette phase comme un point de bascule: si elle est maîtrisée, elle valorise la matière; si elle est approximative, elle transforme le moindre défaut en problème visible. Et une fois l’étoffe stabilisée, il reste encore à l’assembler sans perdre tout ce travail en route.
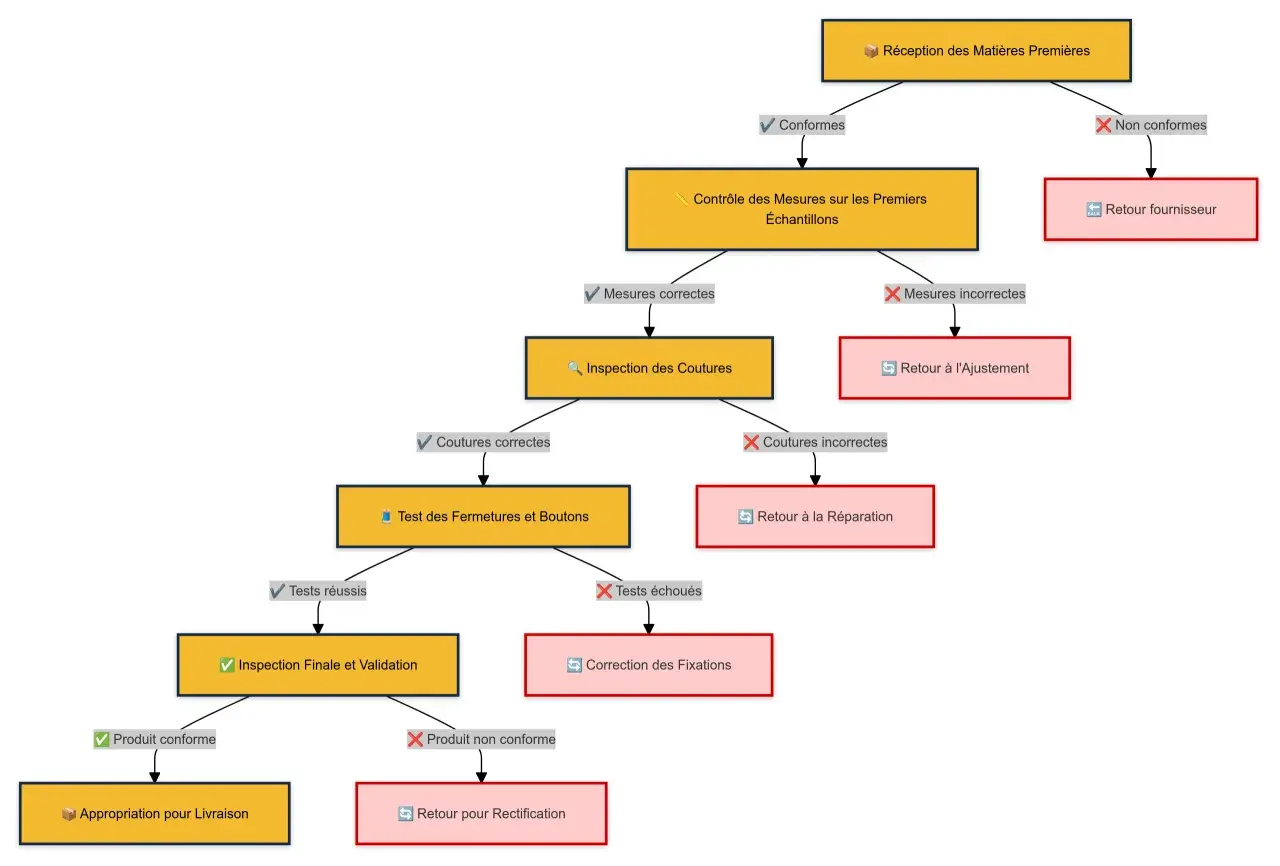
Confection, assemblage et contrôle qualité, la série commence vraiment ici
La confection ne se limite pas à coudre des pièces entre elles. C’est une étape d’industrialisation au sens plein: patronage, gradation des tailles, coupe, assemblage, pose des finitions, étiquetage, packaging et contrôle final. Tant que le prototype n’est pas validé, la série reste fragile. Tant que la coupe n’est pas bien pensée, la matière se perd. Tant que les marges ne sont pas fiables, la régularité du produit s’effondre.
- Je pars d’une fiche technique claire, avec matière, mesures, tolérances et finitions attendues.
- Je fais prototyper le modèle pour vérifier le tombé, le confort et la faisabilité industrielle.
- Je corrige le patron et la gradation pour éviter les écarts entre tailles.
- Je prépare le plan de coupe afin de limiter les chutes et les erreurs de placement.
- Je lance la série avec des contrôles en cours de fabrication, pas seulement à la fin.
- Je termine par une vérification finale des coutures, du marquage, des dimensions et de l’emballage.
Le contrôle qualité n’est pas là pour « sauver » un processus mal pensé; il sert surtout à le verrouiller et à détecter vite les écarts. C’est une nuance importante, parce qu’un produit réussi se fabrique bien avant la dernière inspection. Pour tenir ce niveau d’exigence, il faut justement des métiers capables de dialoguer entre matière, machine et usage.
Les métiers qui font tourner une filière textile en France
L’UIT rappelle que la chaîne textile est l’une des plus longues et des plus complexes du secteur manufacturier. C’est exactement ce que l’on ressent quand on observe un produit de l’intérieur: chaque spécialité a sa logique, ses réglages et ses contraintes. La bonne nouvelle, c’est que cette complexité crée aussi des métiers très concrets, souvent techniques, souvent utiles, et pas seulement « artisanaux » au sens vague du terme.
Je trouve utile de distinguer les rôles, car on mélange souvent tout sous l’étiquette « textile ». Or, entre le filateur, le tisseur, le teinturier et le technicien qualité, les gestes, les compétences et les responsabilités ne sont pas du tout les mêmes.
| Métier | Rôle dans la chaîne | Compétence clé |
|---|---|---|
| Filateur | Transforme la fibre en fil exploitable | Régularité, réglage machine, suivi matière |
| Tisseur ou tricoteur | Produit l’étoffe selon la structure voulue | Maîtrise des métiers, stabilité de production |
| Teinturier ou ennoblisseur | Donne la couleur et les propriétés finales | Gestion des bains, chimie, contrôles de solidité |
| Technicien textile | Sécurise la production, les tests et la qualité | Analyse, réglages, interprétation des écarts |
| Modéliste | Prépare le patron et l’ajustement produit | Lecture du volume, précision de coupe |
| Chef de production | Arbitre délais, cadence, coûts et priorités | Planification, pilotage d’équipe, anticipation |
L’Onisep situe le technicien textile à un niveau bac +2, ce qui reflète bien la technicité du poste: il faut connaître la construction des fils, les procédés de traitement, les tests physiques et les risques de dérive. C’est souvent le métier le plus sous-estimé dans une usine, alors qu’il évite précisément qu’une belle matière se transforme en série instable. Cette logique de compétences devient encore plus visible quand on regarde ce qui fonctionne vraiment dans les ateliers performants d’aujourd’hui.
Les repères que j’utilise pour juger une chaîne textile solide
Dans une fabrication textile locale, je ne regarde pas seulement la promesse de production. Je regarde la capacité à répéter un résultat, à documenter les réglages et à absorber les imprévus sans perdre la qualité. La vitesse compte, bien sûr, mais elle ne vaut rien si elle repose sur des corrections permanentes ou sur une traçabilité floue.
- La traçabilité de la fibre, du lot de fil et des finitions est claire du début à la fin.
- Les essais matière sont faits avant la série, pas après les premières réclamations.
- Les temps de réglage sont intégrés au planning, surtout en petite série.
- Les chutes et rebuts sont mesurés, pas seulement subis.
- La communication entre métiers est fluide: matière, production, qualité et logistique parlent le même langage.
- Les finitions sont choisies selon l’usage réel, pas seulement selon l’effet visuel.
Si je devais résumer la bonne pratique en une phrase, ce serait celle-ci: une chaîne textile solide est une chaîne qui sait relier la matière, la technique et l’usage final sans approximation. Quand cette cohérence est là, le produit tient mieux, le coût de reprise baisse et l’atelier gagne en crédibilité. C’est exactement ce niveau d’exigence qui distingue une production correcte d’une production vraiment maîtrisée.